





















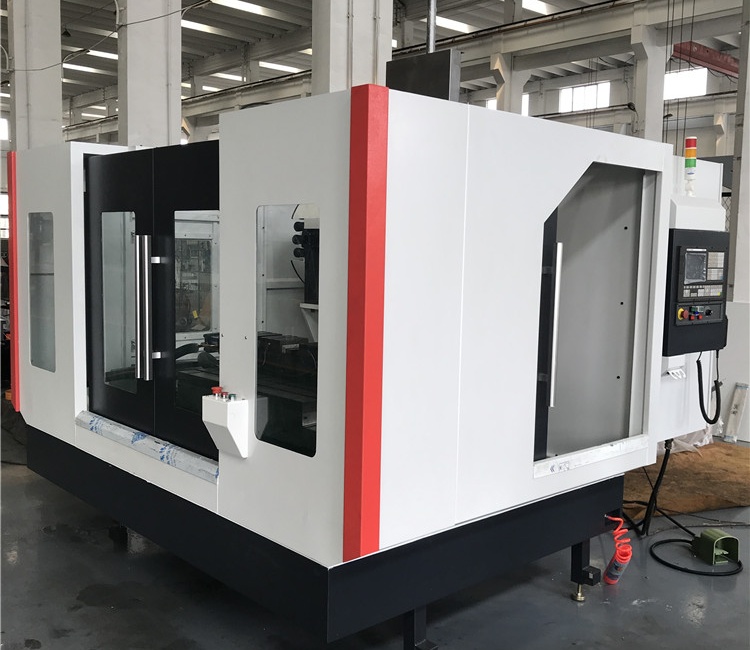
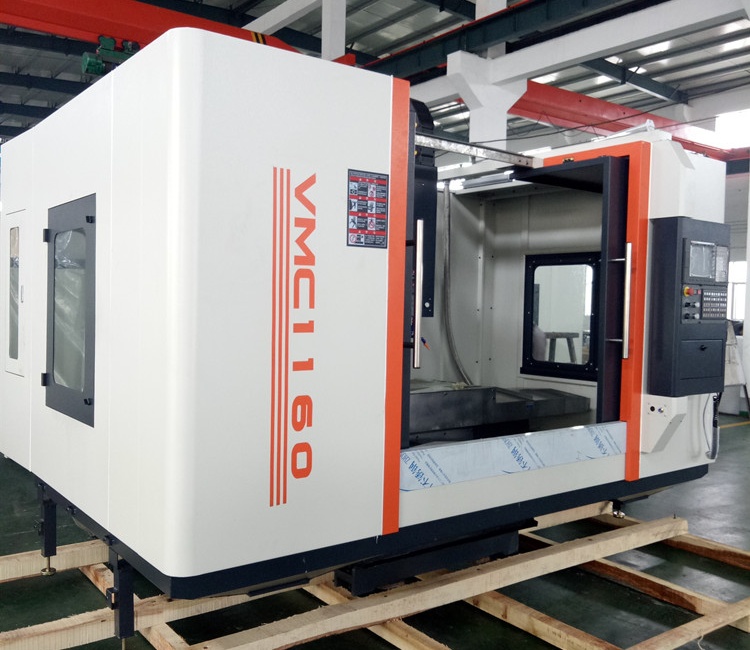
型卧式加工中心是我厂在原有同型产品基础上,吸收国内外先进技术开发的更新换代产品,配置、性能及精度等有大幅提高,对比国内外同类产品处于地位。该机床采用1000×1000 mm 规格工作台,适合于零件多工作面的铣、钻、镗、铰、攻丝、两维、三维曲面等多工序加工,具有在一次装夹中完成箱体孔系和平面加工的良好性能,还特别适合于箱体孔的调头镗孔加工,广泛应用于汽车、内燃机、航空航天、家电、通用机械等行业。
二、 主要结构特点
1、机床总体布局
机床总体设计布局为纵、横床身呈倒T 字型整体结构,立柱纵向移动,工作台横向移动。立柱为龙门框架型正挂箱,立柱导轨采用阶梯布局,具有良好的刚性,受力均匀、动态性能好、精度稳定;排屑置于床身中间,排屑快速,减少机床热变形,有利提高精度。
机床主要大件:整体床身、工作台、立柱等主要零件均为高强度铸铁和树脂砂工艺铸造,具有完善的热处理工艺过程来消除残余应力,并布置足够的加强筋板,保证整机具有足够的强度、刚性和高稳定性。
2、 主轴及主轴箱
(1) 主轴采用外购***主轴BT50-?190,精度高、刚性好,可保证主轴加工精度。
(2) Y轴伺服电机将动力传递给滚珠丝杠,滚珠丝杠带动主轴箱在立柱上上下移动实现Y轴进给。
3、工作台
机床标准型工作台为烟台环球回转工作台,鼠牙盘分度(1 °×360),回转由交流伺服电机驱动,经皮带减速与蜗杆连接,保证分度精度;液压自动夹紧、松开,运动准确可靠。
4、导轨
X 、Y 、Z 三个直线坐标导轨副均为进口直线滚柱导轨,刚性强,移动灵活轻便。各移动部件均采用数字式交流伺服电机-滚珠丝杠拖动,X 、Y 、Z 均可获得24 m/min 的快速移动。
5、进给机构
X 、Y 、Z 进给坐标采用交流进给伺服电机带动滚珠丝杠无级传动。交流伺服进给电机作为动力源,滚珠丝杠作为传动部件。滚珠丝杠为两端固定支撑,双向预拉伸,确保丝杠进给刚度和寿命。
6、润滑系统
机床设有定时润滑装置,可对各滚珠丝杠螺母等进行定时润滑。自动稀油润滑为定时、定量全自动方式,动作由数控系统自动控制,并能够进行检测与报警。
7、冷却排屑系统
机床冷却采用大流量冷却泵,主轴配有四个喷嘴,可供刀具切削外冷却使用。防护间顶部装有喷淋装置。
机床设有自动排屑装置,排屑系统由螺旋排屑器、链式排屑器组成,铁屑清理方便、快捷。
8、液压系统
液压系统的主要控制部件均采用国内外厂家产品,平稳可靠。
9、检测装置
机床X 、Y 、Z 三坐标的检测元件采用编码器间接测量。由于系统补偿性好,可达到很高的定位精度。
10、防护装置
机床设有全封闭防护间,正面和侧面均有拉门,操作方便、安全。X、Y、Z均有防锈金属防护拉板,防止冷却液、切屑飞溅,有效防止铁屑及冷却液的飞溅对导轨的侵蚀,保护导轨及丝杠,提高使用寿命。








加工中心 榕城区加工中心厂家://b2b.hc360.com/supplyself/764056910.html




 增值电信业务经营许可证:B2-20170012
增值电信业务经营许可证:B2-20170012

