
产能







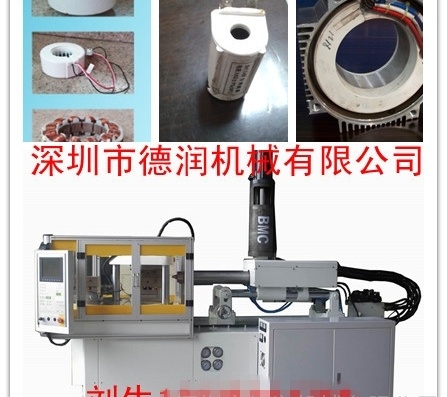
BMC注塑机,BMC成型机,BMC注塑机
参考价:
¥288888
具体成交价以合同协议为准
产品型号:
BMC注塑机,BMC成型机,BMC注塑机
品牌:
--
厂商名称:
深圳市德润机械有限公司
所在地:
--
询价
联系时,请告知来自
钢易通

扫一扫
手机查看该产品



产品详情








全国统一客服热线
400-660-7558

官方公众号

钢易通小程序
友情链接
 增值电信业务经营许可证:B2-20170012
增值电信业务经营许可证:B2-20170012

