
产能











风琴防护罩,车床防护罩
参考价:
¥45 - 51
具体成交价以合同协议为准
产品型号:
风琴防护罩,车床防护罩
品牌:
--
厂商名称:
沧州尚诚机械有限公司
所在地:
--
询价
联系时,请告知来自
钢易通

扫一扫
手机查看该产品

企业档案

沧州尚诚机械有限公司
设备企业
主营业务:
--
所属地区:
河北省-沧州市-河北沧州经济开发区
详细地址:
盐山县205国道收费站南700米
主要市场:
--
联系人:
未命名
联系电话:
登录可见
产品详情
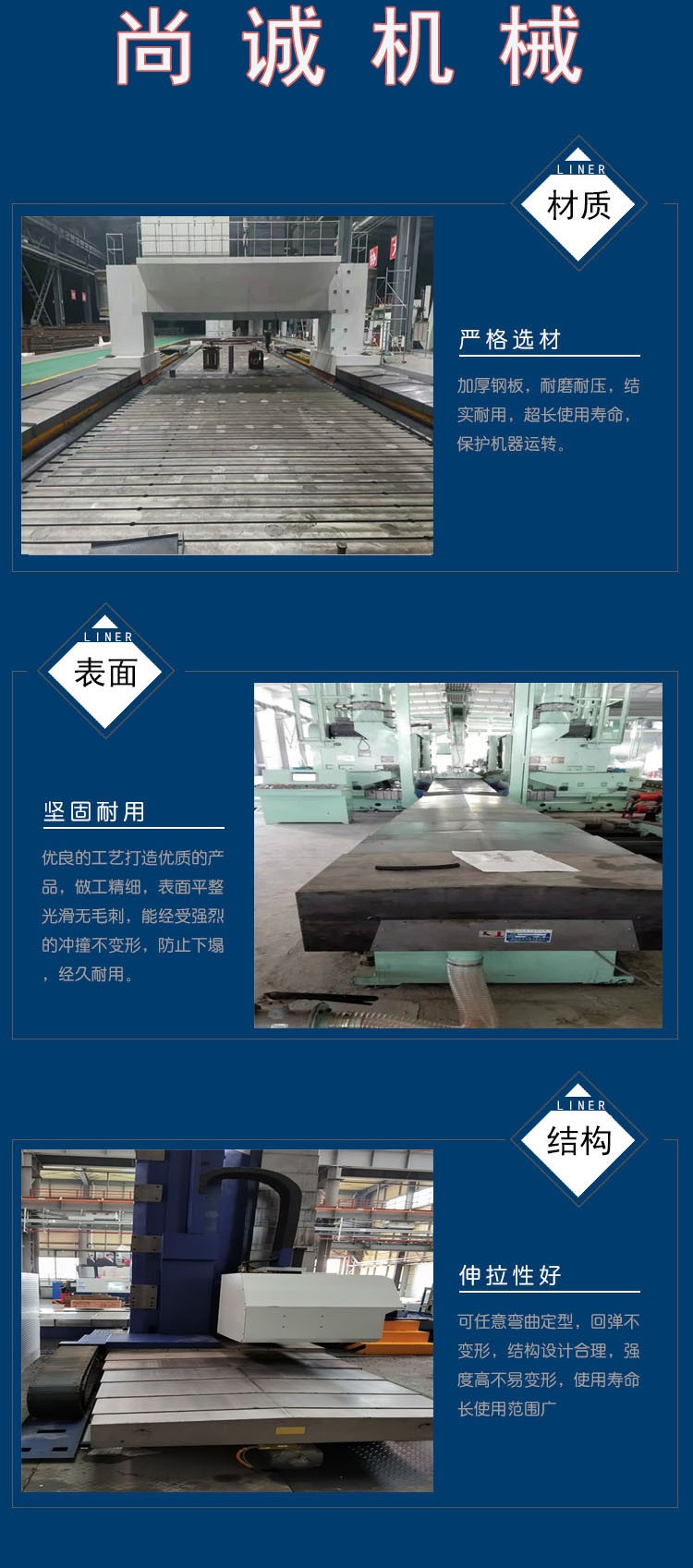
一、折弯时要首先要依据图纸上的尺度,资料厚度必定折弯时用的刀具和刀槽,避免产品与刀具相碰撞惹起变形是上模选用的要害(在同一个产品中,可能会用到不同型号的上模),下模的选用依据板材的厚度来必定。其次是必定折弯的先后先后次第,折弯一般规则是先内后外,先小后大,先特殊后一般。有要压死边的工件首先将工件折弯到30°—40°,然后用整平模将工件压死。
??二、防护罩加工过程中通常在落料完成后,进入下道工序,不同的工件依据加工的请求进入相应的工序。有折弯,压铆,翻边攻丝,点焊,打凸包,段差,有时在折弯一两道后要将螺母或螺柱压好,其中有模具打凸包和段差的要思索先加工,避免其他工序先加工后会发作干涉,不能完成需求的加工。在上盖或下壳上有卡勾时,如折弯后不能碰焊要在折弯之前加工好。




全国统一客服热线
400-660-7558

官方公众号

钢易通小程序
友情链接
 增值电信业务经营许可证:B2-20170012
增值电信业务经营许可证:B2-20170012

